高铬耐磨绞刀应用介绍
来源:上海坤惠专注于高耐磨配件和破碎机械制造
螺旋绞刀是真空挤泥机中的关键部件,它对真空挤泥机的性能好坏起着决定性的作用。有些国产真空挤泥机虽然有很高的强度,许用挤压力和真空度也都达标。但是,由于螺旋绞刀大都仍然采用落后的手工拉制绞刀叶片,其质量由生产工人的经验来控制,再加上耐磨性差,致使真空挤泥机的工作性能不佳。由于其耐磨性很差,生产很短的一段时间后,产量就会急剧下降,螺旋绞刀大约生产几十万砖后就必须维修、补焊。这是每一个业内人士应该重视的问题。
1 国内螺旋绞刀的生产概况
国内螺旋绞刀的生产十分分散,只要有砖瓦厂的地方,基本上都在生产螺旋绞刀,不但机械厂生产螺旋绞刀,有些砖瓦厂也自产自用,很多做砖机配件的小作坊也能生产螺旋绞刀。主要的生产方式都是手工拉制低碳钢的螺旋绞刀的叶片,再将叶片放在钢管上组焊成螺旋绞刀,再在螺旋绞刀的工作面上堆焊一层耐磨焊条。还有少数厂家用模型(木模或金属模)由铸钢厂浇铸45号铸钢螺旋绞刀。
1.1 手工拉制螺旋绞刀叶片制作的螺旋纹刀
这种螺旋绞刀可以生产不同规格、不同螺距的螺旋绞刀,以满足真空挤泥机生产多种原料制品的需要,但是手工拉制的绞刀叶片误差太大,螺旋绞刀的叶片很难形成一个正确的螺旋曲面。虽然在钢板下料时可以按公式计算出准确的尺寸,但在控制过程中,螺旋面的成形完全凭生产工人的手工操作,除了螺距的大小可以检测以外,整个螺旋体的形状和尺寸没有任何检测和控制手段,根本就不可能达到螺旋绞刀的设计要求。同时,螺旋绞刀叶片在螺旋绞刀轮毅上的安装焊接也是凭生产工人的经验掌握,再加上焊接过程的变形等因素,这样制作的螺旋绞刀精度一定很低。虽然在焊接以后可以对螺旋绞刀的内孔进行切削加工来保证安装尺寸,但整个螺旋绞刀的形状和尺寸却无法控制。有少数砖机制造厂在拉制螺旋绞刀叶片以后,再将螺旋绞刀叶片在压力机模具上进行压制。这对提高螺旋绞刀的叶片精度是有利的。但由于模具数量有限,能够压制的为数很少。而且压制以后,由于钢板回弹等原因,误差仍然是不可避免的。
耐磨性差是这种螺旋绞刀的严重缺陷,和不焊耐磨焊条的螺旋绞刀相比,这种螺旋绞刀的使用寿命提高了很多,但是对于真空挤泥机的使用要求来说,尤其是用页岩、煤研石、工业灰渣等原料制砖的条件下,其耐磨性能大约要低。由于这种螺旋绞刀的耐磨性差,表面又十分粗糙,新螺旋绞刀在开始工作阶段工作负荷大产量也较低,但当螺旋绞刀表面比较光滑以后,由于迅速磨损,会使螺旋绞刀与泥缸衬套的间隙逐渐增大,产量也因此每况愈下,很快就需再堆焊耐磨焊条。如此反复频繁地焊补维修螺旋绞刀,势必影响真空挤泥机的生产效率,对于一些使用页岩、低塑性土和工业废渣等原料的砖厂,这种螺旋绞刀的使用寿命短,砖厂是难以承受。
这种螺旋绞刀采用耐磨焊条堆焊螺旋绞刀的工作表面,有些耐磨焊条在堆焊时金属飞溅,使螺旋绞刀的表面特别粗糙,造成真空挤泥机产量下降,负荷剧增,甚至无法运转。这些砖厂为了解决螺旋绞刀焊后阻力增大的问题,常常是每次焊补维修时只补焊一部分螺旋绞刀,待已焊补的螺旋绞刀磨光滑以后再焊补其余的螺旋绞刀。这样做使本来就很频繁的维修工作不堪重负了。
1.2 “45号”铸钢螺旋纹刀
这种螺旋绞刀一般是制作模型以后送到铸钢厂浇铸45号铸钢螺旋绞刀(铸钢牌号为ZG310一570)。这种螺旋绞刀的形状和尺寸与上述螺旋绞刀相比,当然要准确一些。但传统的铸造工艺浇铸的铸件,毕竟不是精密铸造,仍然存在一定的误差,在某些方面也难以适应使用要求。由于受到模型的限制,铸钢螺旋绞刀一般都只有一种螺距,难以适应多种原料不同制品的要求。一般来说,每种规格的真空挤泥机都必须有几种螺距组合的螺旋绞刀,才能充分发挥真空挤泥机的效率。例如,用高塑性粘土的螺旋绞刀和用煤研石制砖的螺旋绞刀的螺距就大不相同;生产实心砖和生产空心砖的螺旋绞刀的螺距也应该有所不同。铸钢螺旋绞刀的模型(尤其是金属模)制作费用较高,一般砖机厂都是一种真空砖机配一种铸钢螺旋绞刀,这将影响到真空砖机的性能,也就影响到砖厂的经济效益。45号铸钢的耐磨性差。为了提高铸钢螺旋绞刀的工作表面硬度,有的厂家将螺旋绞刀进行淬火处理。但是45号钢的淬透性很差,淬火后也只有表面很薄的一层硬度在HRC50左右,其耐磨性和普通钢板差不多。也有在铸钢绞刀上堆焊耐磨焊条的,这样做当然比淬火的螺旋绞刀要好得多,但和上述堆焊耐磨焊条的螺旋绞刀的情况一样,仍然存在一些严重的缺陷。
2 精铸高铬合金螺旋绞刀
和传统的铸造工艺不同,上海坤惠机械工程技术有限公司采用的精铸高铬合金螺旋绞刀耐磨耐用,深得广大客户好评。
1 国内螺旋绞刀的生产概况
国内螺旋绞刀的生产十分分散,只要有砖瓦厂的地方,基本上都在生产螺旋绞刀,不但机械厂生产螺旋绞刀,有些砖瓦厂也自产自用,很多做砖机配件的小作坊也能生产螺旋绞刀。主要的生产方式都是手工拉制低碳钢的螺旋绞刀的叶片,再将叶片放在钢管上组焊成螺旋绞刀,再在螺旋绞刀的工作面上堆焊一层耐磨焊条。还有少数厂家用模型(木模或金属模)由铸钢厂浇铸45号铸钢螺旋绞刀。
1.1 手工拉制螺旋绞刀叶片制作的螺旋纹刀
这种螺旋绞刀可以生产不同规格、不同螺距的螺旋绞刀,以满足真空挤泥机生产多种原料制品的需要,但是手工拉制的绞刀叶片误差太大,螺旋绞刀的叶片很难形成一个正确的螺旋曲面。虽然在钢板下料时可以按公式计算出准确的尺寸,但在控制过程中,螺旋面的成形完全凭生产工人的手工操作,除了螺距的大小可以检测以外,整个螺旋体的形状和尺寸没有任何检测和控制手段,根本就不可能达到螺旋绞刀的设计要求。同时,螺旋绞刀叶片在螺旋绞刀轮毅上的安装焊接也是凭生产工人的经验掌握,再加上焊接过程的变形等因素,这样制作的螺旋绞刀精度一定很低。虽然在焊接以后可以对螺旋绞刀的内孔进行切削加工来保证安装尺寸,但整个螺旋绞刀的形状和尺寸却无法控制。有少数砖机制造厂在拉制螺旋绞刀叶片以后,再将螺旋绞刀叶片在压力机模具上进行压制。这对提高螺旋绞刀的叶片精度是有利的。但由于模具数量有限,能够压制的为数很少。而且压制以后,由于钢板回弹等原因,误差仍然是不可避免的。
耐磨性差是这种螺旋绞刀的严重缺陷,和不焊耐磨焊条的螺旋绞刀相比,这种螺旋绞刀的使用寿命提高了很多,但是对于真空挤泥机的使用要求来说,尤其是用页岩、煤研石、工业灰渣等原料制砖的条件下,其耐磨性能大约要低。由于这种螺旋绞刀的耐磨性差,表面又十分粗糙,新螺旋绞刀在开始工作阶段工作负荷大产量也较低,但当螺旋绞刀表面比较光滑以后,由于迅速磨损,会使螺旋绞刀与泥缸衬套的间隙逐渐增大,产量也因此每况愈下,很快就需再堆焊耐磨焊条。如此反复频繁地焊补维修螺旋绞刀,势必影响真空挤泥机的生产效率,对于一些使用页岩、低塑性土和工业废渣等原料的砖厂,这种螺旋绞刀的使用寿命短,砖厂是难以承受。
这种螺旋绞刀采用耐磨焊条堆焊螺旋绞刀的工作表面,有些耐磨焊条在堆焊时金属飞溅,使螺旋绞刀的表面特别粗糙,造成真空挤泥机产量下降,负荷剧增,甚至无法运转。这些砖厂为了解决螺旋绞刀焊后阻力增大的问题,常常是每次焊补维修时只补焊一部分螺旋绞刀,待已焊补的螺旋绞刀磨光滑以后再焊补其余的螺旋绞刀。这样做使本来就很频繁的维修工作不堪重负了。
1.2 “45号”铸钢螺旋纹刀
这种螺旋绞刀一般是制作模型以后送到铸钢厂浇铸45号铸钢螺旋绞刀(铸钢牌号为ZG310一570)。这种螺旋绞刀的形状和尺寸与上述螺旋绞刀相比,当然要准确一些。但传统的铸造工艺浇铸的铸件,毕竟不是精密铸造,仍然存在一定的误差,在某些方面也难以适应使用要求。由于受到模型的限制,铸钢螺旋绞刀一般都只有一种螺距,难以适应多种原料不同制品的要求。一般来说,每种规格的真空挤泥机都必须有几种螺距组合的螺旋绞刀,才能充分发挥真空挤泥机的效率。例如,用高塑性粘土的螺旋绞刀和用煤研石制砖的螺旋绞刀的螺距就大不相同;生产实心砖和生产空心砖的螺旋绞刀的螺距也应该有所不同。铸钢螺旋绞刀的模型(尤其是金属模)制作费用较高,一般砖机厂都是一种真空砖机配一种铸钢螺旋绞刀,这将影响到真空砖机的性能,也就影响到砖厂的经济效益。45号铸钢的耐磨性差。为了提高铸钢螺旋绞刀的工作表面硬度,有的厂家将螺旋绞刀进行淬火处理。但是45号钢的淬透性很差,淬火后也只有表面很薄的一层硬度在HRC50左右,其耐磨性和普通钢板差不多。也有在铸钢绞刀上堆焊耐磨焊条的,这样做当然比淬火的螺旋绞刀要好得多,但和上述堆焊耐磨焊条的螺旋绞刀的情况一样,仍然存在一些严重的缺陷。
2 精铸高铬合金螺旋绞刀
和传统的铸造工艺不同,上海坤惠机械工程技术有限公司采用的精铸高铬合金螺旋绞刀耐磨耐用,深得广大客户好评。
2.1 消失模铸造的工作原理和工艺流程
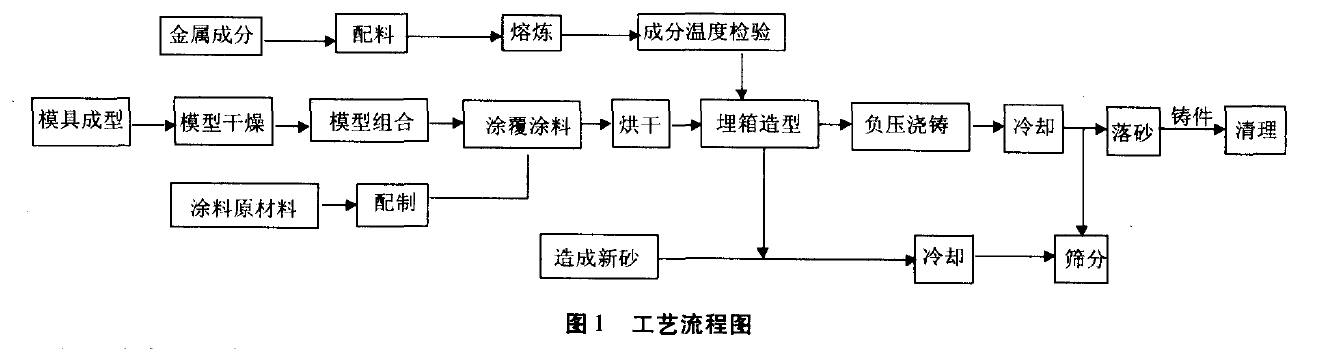
消失模铸造是首先制作一幅与铸件尺寸相似的发泡塑料模型,然后在此模型上涂覆耐火涂层并烘干后,将其埋在石英砂中振动造型,再将配制好的金属熔化,在一定条件下浇铸液态金属使模型气化、燃烧而消失,由金属液占据模型位置,凝固冷却后就形成了所需要的铸件。消失模铸造的主要工艺流程分为模型制作、模型组合及涂层烘干、金属熔化、造型浇铸、落砂清理等5个部分。其工艺流程见图1。
消失模铸造是首先制作一幅与铸件尺寸相似的发泡塑料模型,然后在此模型上涂覆耐火涂层并烘干后,将其埋在石英砂中振动造型,再将配制好的金属熔化,在一定条件下浇铸液态金属使模型气化、燃烧而消失,由金属液占据模型位置,凝固冷却后就形成了所需要的铸件。消失模铸造的主要工艺流程分为模型制作、模型组合及涂层烘干、金属熔化、造型浇铸、落砂清理等5个部分。其工艺流程见图1。
a.消失模铸造的模型形状和铸件完全一样,只是留出金属的收缩量,这个发泡塑料模型保留在铸型内,所以叫实型铸造。而传统的铸造工艺要取出模型,在砂型内留出“空腔”。所以,消失模铸造是精密铸造,能达到较高的精度。
b.消失模浇铸时,泡沫塑料模型在高温金属液体的作用下,不断分解气化,产生金属―模型的置换过程,直到模型完全消失为止。而传统的铸造工艺是液态金属在空腔内的填充过程。由于消失模工艺在浇铸时抽真空,有利于液态金属的充型和补缩,提高了铸件的组织致密度,所以,消失模工艺生产的铸件组织致密,机械性能好。
c.消失模铸造的砂型为无粘结剂、无水分、无任何附加物的干石英砂,铸件的表面光洁度高。
d.消失模的模型可以分块成形,再粘结组合。所以,消失模铸造工艺可以生产各种形状复杂的铸件。
2.3 消失模铸造的高格合金螺旋绞刀的优点
a.螺旋绞刀的形状、尺寸,基本上不需机械加工就能达到要求,其精度也相对准确。
b.螺旋绞刀的表面光洁,内部组织致密。
c.可以生产各种形状复杂的螺旋绞刀,例如螺旋绞刀的外缘可以设计成不易返泥和耐磨损的特殊结构;螺旋绞刀的叶片根部可以设计成带斜度的过渡曲线,使其具有较高的抗弯强度。
d.由于消失模的模型制作灵活,可以制作不同螺距、不同形状尺寸的多种螺旋绞刀,可以满足多种型号的真空挤压机使用不同原料生产不同制品的多种结构需要。
e.上海坤惠机械工程技术有限公司生产的精铸高铬合金螺旋绞刀和其他高铬合金铸件,已采用好的生产工艺。高铬合金其铸态组织为共晶碳化物和奥氏体及其转变产物组成,热处理的硬度可达HRC60以上,并且有较好的冲击韧性。坤惠机械工程技术有限公司生产的高铬合金螺旋绞刀具有优良的抗磨料磨损的性能,在真空砖机上一般可生产约100万块空心砖(折标砖)而不必焊补,比堆焊耐磨焊条螺旋绞刀耐磨,对于采用页岩、工业废渣为原料制砖的砖厂尤为适应。
f.虽然精铸高铬合金螺旋绞刀的价格较高,但经多年使用这种螺旋绞刀的砖厂反映,它能使真空砖机长期保持较高的产量,还可节省大量维修费用,总的经济效益是好的。用过上海坤惠机械工程技术有限公司生产的高铬合金螺旋绞刀的砖厂就不愿意再用其他螺旋绞刀。
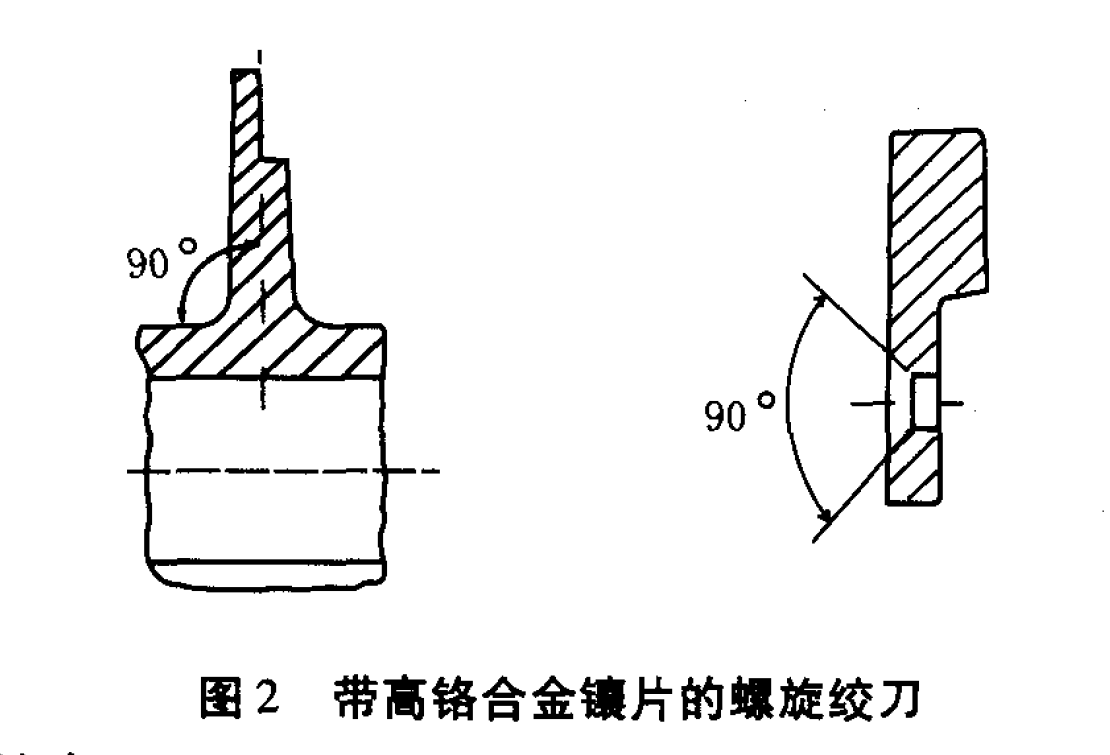
g.为了降低高铬合金螺旋绞刀的制造成本,上海坤惠公司将螺旋绞刀大部分采用碳钢材料,只在螺旋绞刀叶片的边缘部分制作成高铬合金的螺旋绞刀镶片,使用时只要将绞刀镶片用螺栓紧固在绞刀体上。当螺旋绞刀磨损后只要换高铬合金镶片就可以。其结构见示意图2。这种复合结构的高铬合金螺旋绞刀不仅成本低廉,而且使螺旋绞刀的维修变得十分简单、容易,砖厂乐于使用。
国产真空挤泥机在挤压力和真空度等方面,基本上能满足国内砖瓦厂的要求,上海坤惠机械精铸高铬合金螺旋绞刀和将真空砖机的所有易损件都采用消失模铸造工艺生产高铬合金耐磨件,以专业化生产精铸高铬合金螺旋绞刀来代替目前全国遍地开花的手工作坊式的螺旋绞刀生产方式,将是砖瓦机械技术的一次进步,对整个砖瓦机械制造行业的技术进步也是一个很大的促进。
下一篇: 双金属复合锤头的铸造介绍