双金属复合锤头的铸造介绍
来源:上海坤惠专注于高耐磨配件和破碎机械制造
锤式破碎机具有结构简单、安装方便、维修性好,操作简便、破碎比大、过粉碎小、产品粒度均匀、生产效率高等优点。广泛应用于破碎各种中硬且磨蚀性弱的物料,是冶金、矿山、建材、煤炭和电力等行业常用的破碎设备。锤头是其中的主要工作部件,由于它磨损严重,其使用寿命成为锤式破碎机应用中亟需解决的问题。
1 锤头的工况条件及材质选择
1.1 锤式破碎机的工作原理
锤式破碎机的主要工作部件是带有锤头的转子。转子由主轴、圆盘、销轴和锤头组成。电动机带动转子在破碎腔内高速旋转。物料自上部给料口给入机内,受高速运动的锤头的打击、冲击、剪切、研磨作用而粉碎。在转子下部,设有筛板、粉碎物料中小于筛孔尺寸的通过筛板排出,大于筛孔尺寸的粗料被阻留在筛板上继续受到锤头的打击和研磨,再通过筛板排出锤式破碎机外。所以,物料主要是靠高速回转的锤头的冲击作用而破碎的,锤头磨损严重,寿命低是必然的。
1.2 锤式破碎机锤头材料的选择
1.2.1 高锰钢锤头
根据锤头的工作条件要求,目前国内还大部分使用高锰钢材质,其耐磨性不够,使用寿命非常短。破碎石灰石的锤头一般也只能用60~90天,一些较恶劣的工况条件,使用不到7天。分析认为,尽管锤头在工作中所受较大的冲击载荷的作用,但严重的犁铧、冲刷磨损,使高锰钢锤头的加工硬化效果并不显著。由于Cr、Ni等元素有强化奥氏体,提高钢的硬度、强度和耐磨性的作用,因此在高锰钢中加人Cr、Ni等元素,可以使锤头强化,使用寿命比普通高锰钢有所提高,提高的程度与被破碎材料的易破性有关,也与锤头的成分、组织等因素有关,其效果并不尽如人意。
1.2.2 低合金钢锤头
近年来许多铸造工作者研制开发了多种低合金钢锤头,生产成本低,工艺简单,通过控制合适的热处理工艺可获得需要的机械强度。通过对比试验收到了比高锰钢锤头的使用寿命高很多的效果,但是,低合金耐磨钢的组织中只含有少量高硬度的碳化物,主要靠马氏体基体硬度来抗磨,所以这种锤头的耐磨性仍然不够好。在实际生产过程也发生过由于物料易破性差,合金锤头的组织、硬度及塑性等不能适应某些条件的要求而造成的锤柄或螺栓孔处断裂问题。低合金钢的应用还需要根据具体的工况条件做细致的工作。
1.2.3 复合锤头
根据锤头的使用条件,实际生产中要求锤头的打击部位具有高硬度和一定的韧性,安装部位具有高韧性和一定的硬度。所以,锤头整体采用同一种金属进行生产非但在经济上不可取,在使用上也没有必要。生产中我们将锤头的锤柄和锤端区别对待。锤柄部分采用高锰钢使其具有足够的强韧性,锤端部分以高铬铸铁为主,充分利用高铬铸铁优良的耐磨性,使锤端具有足够的耐磨性,同时克服了高铬铸铁韧性较低,易发生脆性断裂的缺点。
2 复合锤头的结构设计
尽管锤头的种类有多种,但都具有锤端、锤柄和连接轴孔部分,结构相对较为简单。生产中我们采用了多种复合形式。
2.1 垂直镶块的复合锤头
我们把高铬铸铁做成按需要大小的矩形块,在铸造时垂直锤头侧面镶嵌在高锰钢锤柄中。其结构形式如图1。这种方案的特点是铸造工艺简单,镶块与锤柄较容易熔合,严格控制其生产工艺镶嵌质量可以得到较好的保证,但其耐磨性相对其它两种方案稍差一些。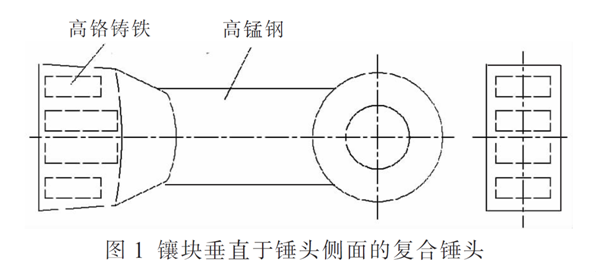 2.2 平行镶块的复合锤头
2.2 平行镶块的复合锤头
我们还把高铬铸铁做成较大的板块,在铸造时平行锤头侧面镶嵌在高锰钢锤柄中。其结构形式如图2。这种方案的特点是铸造工艺较前一种复杂一些,镶块与锤柄的熔合需要严格控制。使用时耐磨性较好。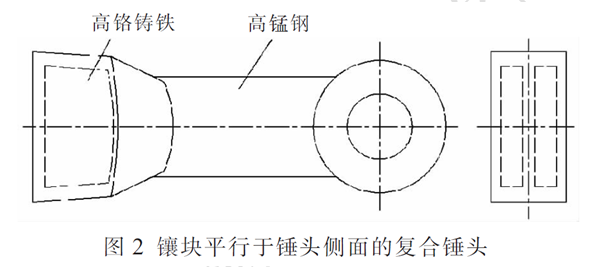 2.3 锤端包覆锤柄的复合锤头
2.3 锤端包覆锤柄的复合锤头
我们还把高锰钢锤柄铸造成带孔的燕尾槽形,后浇注高铬铸铁,锤端整体包覆于高锰钢锤柄外。其结构形式如图3。这种方案的特点是铸造工艺简单,耐磨性能好,但要求高铬铸铁具有较好的韧性,对其化学成分和热处理工艺需要严格控制,否则使用时可能出现掉块现象。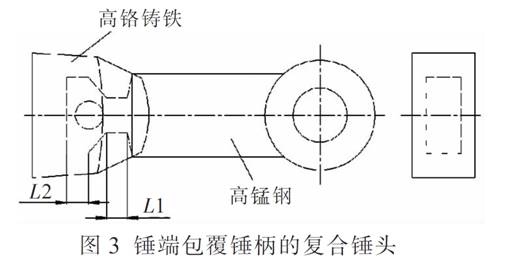 3 复合锤头的生产工艺
3 复合锤头的生产工艺
3.1 复合锤头生产工艺要点
前述3种方案具有不同的工艺特点,但不论哪种都是镶铸法,其关键问题是能否保证镶块在使用过程中不脱落,不出现气孔、未融合等缺陷。在生产过程中需注意几个问题:
(1) 镶块要进行严格的表面处理,不得有氧化皮、泥沙、熔渣、水分等任何污物。应该在预热前用砂布进行认真打磨至见到金属光泽,但要注意不能对其表面进行光化处理,应该保留明显的划磨痕迹,有利于金属的熔合。
(2) 镶块预热处理温度不低于700℃,在预热后如有氧化或其它污染还需用钢刷去除。浇铸前按工艺要求放入铸型内,尽快合箱浇注。不得使用湿模造型方案,否则镶块上会结水造成铸造缺陷。
(3) 工艺上要特别注意镶块与镶块之间,镶块与铸型之间距离的合理设计,距离过大不能很好发挥高铬铸铁的耐磨作用,距离过小易造成金属液通过时因冷速大而不能很好熔合甚至出现冷隔现象。
(4) 严格控制包覆金属的浇注温度。通常高锰钢为了保证其良好的使用性能特别强调高温出炉低温浇注,浇注温度一般不超过1430℃,复合铸造时在能够基本保证高锰钢的使用性能基础上,浇注温度应适当提高到1430~1480℃,要根据镶块厚度和所占体积率分别进行控制。温度过低易造成不能很好熔合的现象,太高又由于高锰钢铸件对浇注温度敏感,浇注温度高,铸件即形成粗晶及柱状晶组织以及缩孔、疏松等缺陷,降低力学性能和耐磨性,增加铸件因热裂而报废的倾向。用高铬铸铁做包覆金属的方案三,对于本研究所选定成分的高铬铸铁的浇注温度可以提高至1450~1480℃。
3.2 不同方案的工艺特点
(1) 方案二中由于所用镶块的块度大,浇口采用模型预制好,分二次或三次阶梯式引注。如图4。也可以采用垂直分箱的铸造工艺。
(2) 方案三中注意带中心孔燕尾槽的结构设计。中心孔的直径不小于嵌入燕尾板的厚度。燕尾
槽根部尺寸不能过小,端部尺寸不能过大,即L1≥L2,有利于高铬铸铁对锤柄的很好熔合。同样锤柄需进行很好的预热,预热温度应不低于600℃。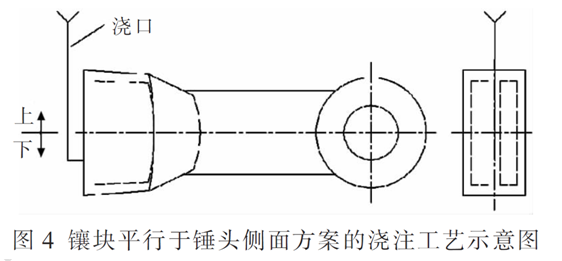 4 结论
4 结论
(1) 用高铬铸铁与高锰钢复合生产锤式破碎机锤头,既可以充分发挥高锰钢的具有良好韧性的优势,也可以充分发挥高铬铸铁高硬度高耐磨性的优势。
(2) 通过合理进行镶块的结构设计,认真进行表面处理,合理预热,严格铸造工艺,可以通过多种方案得到良好熔合的铸件。
(3)在水泥行业破碎水泥熟料和在矿山破碎铁矿石等较不易破碎物料,复合锤头使用寿命比高锰钢锤头高。在破碎石英石、玄武岩和长石等高硬度石料时,使用寿命也比高锰钢锤头高些。
1 锤头的工况条件及材质选择
1.1 锤式破碎机的工作原理
锤式破碎机的主要工作部件是带有锤头的转子。转子由主轴、圆盘、销轴和锤头组成。电动机带动转子在破碎腔内高速旋转。物料自上部给料口给入机内,受高速运动的锤头的打击、冲击、剪切、研磨作用而粉碎。在转子下部,设有筛板、粉碎物料中小于筛孔尺寸的通过筛板排出,大于筛孔尺寸的粗料被阻留在筛板上继续受到锤头的打击和研磨,再通过筛板排出锤式破碎机外。所以,物料主要是靠高速回转的锤头的冲击作用而破碎的,锤头磨损严重,寿命低是必然的。
1.2 锤式破碎机锤头材料的选择
1.2.1 高锰钢锤头
根据锤头的工作条件要求,目前国内还大部分使用高锰钢材质,其耐磨性不够,使用寿命非常短。破碎石灰石的锤头一般也只能用60~90天,一些较恶劣的工况条件,使用不到7天。分析认为,尽管锤头在工作中所受较大的冲击载荷的作用,但严重的犁铧、冲刷磨损,使高锰钢锤头的加工硬化效果并不显著。由于Cr、Ni等元素有强化奥氏体,提高钢的硬度、强度和耐磨性的作用,因此在高锰钢中加人Cr、Ni等元素,可以使锤头强化,使用寿命比普通高锰钢有所提高,提高的程度与被破碎材料的易破性有关,也与锤头的成分、组织等因素有关,其效果并不尽如人意。
1.2.2 低合金钢锤头
近年来许多铸造工作者研制开发了多种低合金钢锤头,生产成本低,工艺简单,通过控制合适的热处理工艺可获得需要的机械强度。通过对比试验收到了比高锰钢锤头的使用寿命高很多的效果,但是,低合金耐磨钢的组织中只含有少量高硬度的碳化物,主要靠马氏体基体硬度来抗磨,所以这种锤头的耐磨性仍然不够好。在实际生产过程也发生过由于物料易破性差,合金锤头的组织、硬度及塑性等不能适应某些条件的要求而造成的锤柄或螺栓孔处断裂问题。低合金钢的应用还需要根据具体的工况条件做细致的工作。
1.2.3 复合锤头
根据锤头的使用条件,实际生产中要求锤头的打击部位具有高硬度和一定的韧性,安装部位具有高韧性和一定的硬度。所以,锤头整体采用同一种金属进行生产非但在经济上不可取,在使用上也没有必要。生产中我们将锤头的锤柄和锤端区别对待。锤柄部分采用高锰钢使其具有足够的强韧性,锤端部分以高铬铸铁为主,充分利用高铬铸铁优良的耐磨性,使锤端具有足够的耐磨性,同时克服了高铬铸铁韧性较低,易发生脆性断裂的缺点。
2 复合锤头的结构设计
尽管锤头的种类有多种,但都具有锤端、锤柄和连接轴孔部分,结构相对较为简单。生产中我们采用了多种复合形式。
2.1 垂直镶块的复合锤头
我们把高铬铸铁做成按需要大小的矩形块,在铸造时垂直锤头侧面镶嵌在高锰钢锤柄中。其结构形式如图1。这种方案的特点是铸造工艺简单,镶块与锤柄较容易熔合,严格控制其生产工艺镶嵌质量可以得到较好的保证,但其耐磨性相对其它两种方案稍差一些。
我们还把高铬铸铁做成较大的板块,在铸造时平行锤头侧面镶嵌在高锰钢锤柄中。其结构形式如图2。这种方案的特点是铸造工艺较前一种复杂一些,镶块与锤柄的熔合需要严格控制。使用时耐磨性较好。
我们还把高锰钢锤柄铸造成带孔的燕尾槽形,后浇注高铬铸铁,锤端整体包覆于高锰钢锤柄外。其结构形式如图3。这种方案的特点是铸造工艺简单,耐磨性能好,但要求高铬铸铁具有较好的韧性,对其化学成分和热处理工艺需要严格控制,否则使用时可能出现掉块现象。
3.1 复合锤头生产工艺要点
前述3种方案具有不同的工艺特点,但不论哪种都是镶铸法,其关键问题是能否保证镶块在使用过程中不脱落,不出现气孔、未融合等缺陷。在生产过程中需注意几个问题:
(1) 镶块要进行严格的表面处理,不得有氧化皮、泥沙、熔渣、水分等任何污物。应该在预热前用砂布进行认真打磨至见到金属光泽,但要注意不能对其表面进行光化处理,应该保留明显的划磨痕迹,有利于金属的熔合。
(2) 镶块预热处理温度不低于700℃,在预热后如有氧化或其它污染还需用钢刷去除。浇铸前按工艺要求放入铸型内,尽快合箱浇注。不得使用湿模造型方案,否则镶块上会结水造成铸造缺陷。
(3) 工艺上要特别注意镶块与镶块之间,镶块与铸型之间距离的合理设计,距离过大不能很好发挥高铬铸铁的耐磨作用,距离过小易造成金属液通过时因冷速大而不能很好熔合甚至出现冷隔现象。
(4) 严格控制包覆金属的浇注温度。通常高锰钢为了保证其良好的使用性能特别强调高温出炉低温浇注,浇注温度一般不超过1430℃,复合铸造时在能够基本保证高锰钢的使用性能基础上,浇注温度应适当提高到1430~1480℃,要根据镶块厚度和所占体积率分别进行控制。温度过低易造成不能很好熔合的现象,太高又由于高锰钢铸件对浇注温度敏感,浇注温度高,铸件即形成粗晶及柱状晶组织以及缩孔、疏松等缺陷,降低力学性能和耐磨性,增加铸件因热裂而报废的倾向。用高铬铸铁做包覆金属的方案三,对于本研究所选定成分的高铬铸铁的浇注温度可以提高至1450~1480℃。
3.2 不同方案的工艺特点
(1) 方案二中由于所用镶块的块度大,浇口采用模型预制好,分二次或三次阶梯式引注。如图4。也可以采用垂直分箱的铸造工艺。
(2) 方案三中注意带中心孔燕尾槽的结构设计。中心孔的直径不小于嵌入燕尾板的厚度。燕尾
槽根部尺寸不能过小,端部尺寸不能过大,即L1≥L2,有利于高铬铸铁对锤柄的很好熔合。同样锤柄需进行很好的预热,预热温度应不低于600℃。
(1) 用高铬铸铁与高锰钢复合生产锤式破碎机锤头,既可以充分发挥高锰钢的具有良好韧性的优势,也可以充分发挥高铬铸铁高硬度高耐磨性的优势。
(2) 通过合理进行镶块的结构设计,认真进行表面处理,合理预热,严格铸造工艺,可以通过多种方案得到良好熔合的铸件。
(3)在水泥行业破碎水泥熟料和在矿山破碎铁矿石等较不易破碎物料,复合锤头使用寿命比高锰钢锤头高。在破碎石英石、玄武岩和长石等高硬度石料时,使用寿命也比高锰钢锤头高些。
上一篇: 高铬耐磨绞刀应用介绍
下一篇: 锤式破碎机的锤头延长使用寿命的方法